| |
 |
|
Als zur Eröffnungsfeier der Olympischen Spiele in Los Angeles 1984 der “Rocket-Belt” ins Stadion flog, saß der Machinenbaustudent Andreas Petzoldt vor dem Fernseher und ahnte wohl schon, dass dieses Ereignis sein späteres Leben entscheidend prägen würde. Selbst namhafte Zeitschriften wie die Flugrevue widmeten dem “Rocket-Belt” einen relativ langen Artikel. Andreas Petzoldt begann daraufhin noch während des Studiums mit Vorstudien zu einem Projekt - damals noch schlicht “Flugrucksack” genannt - mit Antrieb durch eine Gasturbine. Als frisch gebackener Dipl.-Ing. begann Andreas Petzoldt seinen damals gefassten Beschluss in die Tat umzusetzen. Machbarkeitsstudien, Leistungs-berechnungen und unzählige Entwürfe auf Papier begannen. Bei der Berechnung der erforderlichen Leistung stellte er schnell fest, daß für einen senkrechten Bodenstart und den darauf folgenden Schwebeflug sehr hohe Leistungen benötigt werden, was mit herkömmlichen Mitteln nicht zu erreichen war. Von vornherein war Herrn Petzoldt klar, dass er auf einigen Gebieten “technologisches Neuland” betreten musste.
In den ersten Jahren dieses Projektes war es noch weitaus schwieriger als heute an Bauteile für Turbinen zu kommen. Die Gasturbine als Antrieb wurde somit in Eigenregie konstruiert und gebaut, bis auf Verdichter- und Turbinenlaufrad. Beides sind Bauteile aus einem großen Turbolader der Fa. KKK - heute BorgWarner TurboSystems. Das Gehäuse des eigentlichen Flugapparates stellte zuerst ein schwer lösbares Problem dar. Welches Material war weitgehend bruchfest, leicht zu verarbeiten, leicht vom Gewicht her und auch noch kostengünstig? Die Wahl fiel schließlich auf Kohlefaser im Verbund mit Epoxidharz. Faserverbundwerkstoffe haben hier den großen Vorteil, dass der eigentliche Werkstoff erst bei der Verarbeitung hergestellt wird. Es sind - im Gegensatz zu Metall- keine schwierigen Umformprozesse nötig. Allerdings wurde der Bau einer Positivform aus Styrodurplatten notwendig, wobei sich die symmetrische Formgebung der 4 Schubdüsen als besonders schwierig erwies. Diese Schubdüsen machten zuvor schon bei der Berechnung die meiste Arbeit. Das Laminieren des Monocoptergehäuses selbst nahm die wenigste Zeit (18 Std. am Stück) in Anspruch; das Bauen der Form dauerte fast 6 Monate! Parallel dazu konstruierte Herr Petzoldt die Komponenten der Gasturbine. Es existieren mehr als 120 Fertigungszeichnungen von allen Teilen. Hergestellt wurden die Teile von ausgewählten Fertigungsbetrieben. Die Erzeugung des Schubes beim “Monocopter” erfolgt mit Hilfe eines Mitteldruckgebläses. Dieses Gebläse mit einem Durchmesser von 60 cm saugt kalte Luft von oben an und verteilt sie auf die 4 Schubdüsen. Der Luftmassenstrom des Gebläses beträgt ca. 26 kg/s, die berechnete Gasgeschwindigkeit an den Schubdüsen ca. 93 m/s. Die dabei aufgenommene Leistung beträgt ca. 180 KW!
|
| |
|
|
 |
|
Die aerodynamische Grundauslegung wurde durch Herrn Petzoldt selbst durchgeführt. Eine Überprüfung und Bestätigung der Berechnung der Aerodynamik sowie die Kontrolle des Massenstromes auf der Grundlage des “einfachen radialen Druckgleich-gewichtes” erfolgte als Diplomarbeit durch Herrn Peter Euler an der Fachhochschule Wiesbaden in Rüsselsheim unter der Leitung von Prof. Dr.-Ing. Peter Lindner. Die Konstruktion des Gebläses sowie die Profilierung der Beschaufelung für Lauf- und Leitgitter führte Herr Petzoldt selbst durch. Auch dabei kam als Ausgangsmaterial Kohlefaser zur Anwendung. Da Herr Petzoldt zu diesem Zeitpunkt noch zu wenig Erfahrung in der Verarbeitung von Faserverbundwerkstoffen hatte -gerade bei sicherheitsrelevanten Teilen- beauftragte er die Fa. Fischer + Entwicklungen in Landshut mit der Fertigung der 14 Lauf- und 30 Leitschaufeln. Die benötigten Formen für die Fertigung der Schaufeln wurden von Herr Petzoldt selbst konstruiert. Die bei der Schaufelprofilierung erhaltenen Daten setzte er in CNC-Programme um.
Die Fa. Schiess-Nassovia (heute zum Schweizer Charmilles-Konzern gehörend) wurde mit der Anfertigung der Formen beauftragt. Die übrigen Teile des “Monocopters” wurden, mit Ausnahme der großen Drehteile, in der eigenen Werkstatt hergestellt. Die Verarbeitung der Faserverbund- werkstoffe nahm dabei einen zentralen Platz ein. Zum damaligen Zeitpunkt waren Faserverbund- werkstoffe keineswegs so verbreitet wie heute. Es gab kaum Literatur und nur wenige Firmen, die sich auf dieses neue Gebiet gewagt hatten. Deshalb waren eigene Vorversuche nötig, um die richtige Harz / Härter - Kombination zu bestimmen und um Trennmittel zu testen. Mit einer Werkstattspindelpresse wurden Probestücke auf ihre Festigkeit überprüft und bis zum Bruch belastet. Ergebnis dieser Tests war die Optimierung der Faserorientierung, des Faservolumengehaltes, des Harz/Härter - Systemes, sowie Zeitdauer und Temperatur der Wärmebehandlung (Temperung). Die Einarbeitung ins Gebiet der Faser- verbundwerkstoffe dauerte ca. 2 Jahre.
An den hier genannten Zeitangaben wird deutlich, dass von der Idee bzw. dem ersten Pinselstrich bis zur Fertigstellung einzelner Bauteile Jahre intensiver Arbeit vorangegangen sind. Man muss jedoch auch berücksichtigen, dass Herr Petzoldt nicht nur Konstruktion und Bau, sondern auch die Finanzierung dieses Projektes allein getragen hat, seine finanziellen Mittel selbst erst erarbeiten musste.
Was nun noch bleibt ist die endgültige Fertigstellung des “Monocopter” und die Testphase.
Wenn der “Monocopter” fliegt, ist ein Lebenswerk vollbracht!
Sollten Firmen oder Institutionen Interesse an diesem faszi-nierenden Flugapparat haben, werden Sponsorenleistungen dankbar angenommen.
|
| |
|
|
 |
|
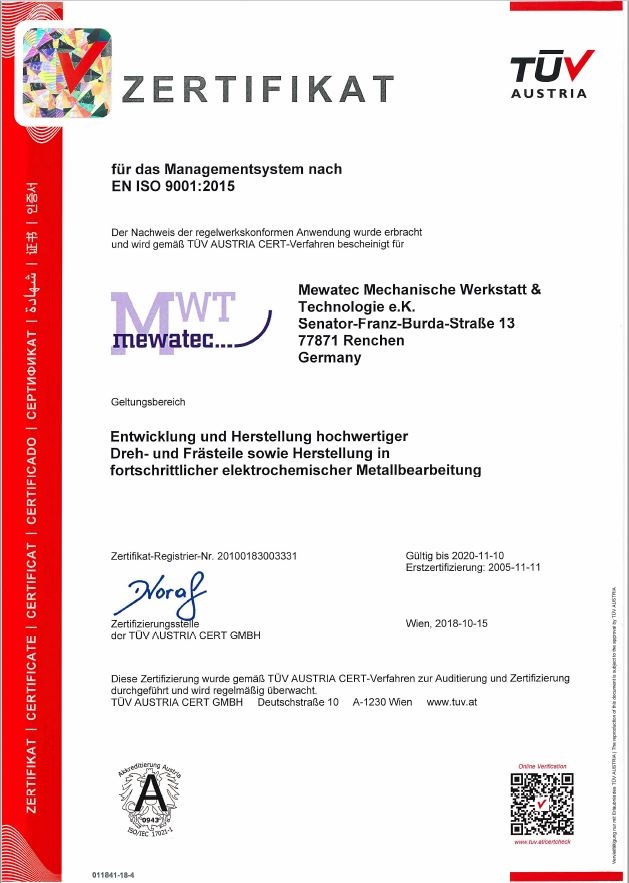
Auf dem Foto ist der “Monocopter” von vorne auf seinem fahrbaren Montageständer zu sehen. Deutlich zu erkennen sind die beiden vorderen Schubdüsen mit den verstellbaren Fächerdüsen. Dazwischen befindet sich die sogenannte Rückenschale (gelb) welche der Pilot auf dem Rücken trägt. Davor erkennt man die Anschnallgurte mit dem Zentralschloß, welches sich dann vor der Brust des Piloten befindet. Im Bildvordergrund sind die beiden Joysticks für die Flusteuerung zu erkennen. Der rechte Stick (vom Piloten aus gesehen) dient der Richtungssteuerung während des Fluges - er steuert alle 4 Schubdüsen einzeln stufenlos an. Der linke Stick ist vergleichbar der Pitchsteuerung beim Helikopter, er dient zu Steuerung der vertikalen Flugbewegung, gleichzeitig steuert er die Flugrichtung (Gierbewegung) durch öffnen und schließen der Schubdüse der 2. Turbinenstufe (Blattspitzenturbine). |
| |
|
|
 |
|
Beim genaueren Hinsehen kann man auf diesem Foto zwischen der Teilungskante der beiden vorderen Schub- düsen und der Rückenschale den Einfüllstutzen des Kraftstoffbehälters erkennen. Dieser etwa 25 Liter fassende und ebenfalls aus Kohlefaser bestehende Behälter befindet sich zwischen der Gaserzeugerturbine (1.Stufe) und der Rückenschale des Piloten. |
| |
|
|
 |
|
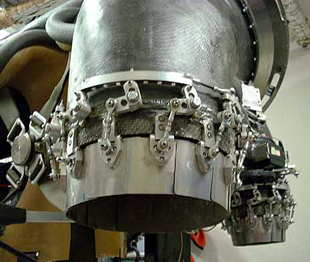
Diese Foto zeigt den “Monocopter” von der Seite. Gut zu erkennen ist die 45° - Anordnung des Gebläses. |
| |
|
|
 |
|
Der “Monocopter” Ansicht von hinten. Gut zu erkennen ist die Aluminiumnabe des Gebläse, auf welcher die Beschaufelung mittels Titanbolzen befestigt sind. Die Drehzahl dieses Gebläses beträgt konstant 6.850 U/min.. Eine Besonderheit dieser Gebläseanordnung ist die mitlaufende Zuströmlippe. Dadurch wurde die axiale Trennung des Gehäuses vermieden und es wurden keine Stützrippen zur Befestigung der Zuströmlippe benötigt. Das mitdrehende Carbongehäuse dient gleichzeitig für die Aufnahme der Rotorscheibe der Gebläseturbine (Blattspitzenturbine). Die Schaufeln sind fest mit dem Carbongehäuse verbunden. Die Rotorscheibe besteht aus der z.Zt. hochwertigsten am Markt erhältlichen Titanlegierung (IMI 834 - nach Rolls-Royce Spezifikation) und hat alleine den ungefähren Wert eines Mittelklasse-PKW. Das Turbinengehäuse in dem die Gebläseturbine ihre Arbeit verrichtet, besteht aus der austenitischen Legierung 1.4841, welche eine Zunderbestänigkeit bis ca. 1200°C garantiert. Gefertigt wurden diese beiden Bauteile von der Fa. Höverstahl in Lindlar-Kaiserau. |
| |
|
|
 |
|
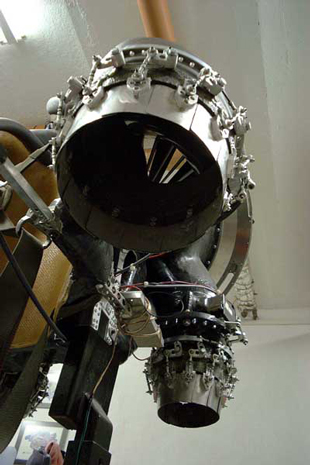
Oberes Bild: Ein Schaufelblock der Gebläseturbine mit jeweils 3 Schaufeln ist hier versuchsweise eingebaut. Die hier verwendeten “normalen Schrauben” werden später durch Spezialbolzen aus Inconel 718 ersetzt. Insgesamt befinden sich 57 solcher Dreierpakete auf der Rotorscheibe. Versuchsweise und aus Gewichtsgründen wurden diese Schaufeln aus CFC-Carbon mit eine Deckschicht aus Siliziuncarbit hergestellt. Es handelt sich hierbei um das gleiche Material, welches die US-Raumfähren vor dem Verglühen bei Wiedereintritt in die Erdatmosphäre schützen soll. Da die Ergebnisse in punkto Oberfläche nicht überzeugen konnten, werden demnächst Schaufelpakete aus einer hochwarmfesten Feingusslegierung hergestellt. |
| |
|
|
 |
|
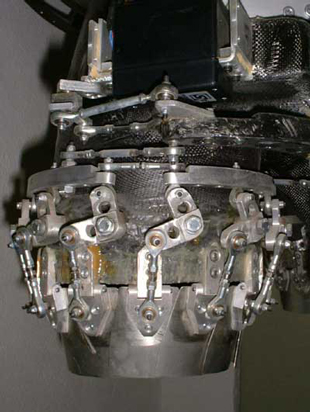
Der Schubdüsenverstellmechanismus besteht aus mehreren dünnen Blechen aus nichtrostendem Stahl und Umlenk- hebeln am Umfang verteilt. Das Öffnen und Schließen der Düsen geschieht Elektromechanisch. |
| |
|
|
 |
|
Blick von unten durch eine der beiden vorderen Schubdüsen in Richtung Fan. Um günstige Strömungsverhältnisse im gesamten Kanal zu erreichen, war speziell bei den Verstellmechanismen viel Detailarbeit nötig. Den Schub- düsen sieht man diese Arbeit jetzt nicht mehr an. |
| |
|
|
 |
|
Eine der hinteren Schubdüsen mit Verstellmechanismus. Am oberen Bildrand erkennt man den elektromechanischen Versteller in Form eines großen Servos für Modell- bauanwendungen. Dieses wird jedoch in der endgültige Form durch einen Elektroaktuator für profes- sionelle Einsätze ersetzt. Für Versuchszwecke reicht jedoch zunächst das Servo aus. |
| |
|
|
 |
|
Die Antriebs- oder Gaserzeugerturbine auf dem Prüfstand. Das graue Gehäuse gehört nicht zur Turbine, sondern ist ein mehrschalig (insgesamt 13mm dick) aufgebautes Containment zum Schutz vor eventuell berstenden Laufrädern. Die Turbine besitzt einen elektrischen Starter-generator, separate Schmierstoff- und Kraftstoffpumpe (elektrisch) sowie einen vollständig integrierten Schmierstoffkreislauf. Der Startergenerator wurde zusammen mit der Fa. teba entwickelt Es handelt sich um einen speziellen Außenläufer, bei welchem die Magnete mit der vollen Turbinendrehzahl umlaufen. Die erforderliche elektronische Ansteuerung, sowohl für den Betrieb als Motor, als auch für den Betrieb als Generator wurde von der Fa. teba entwickelt. Die Zündung erfolgt mittels Hochenegiezündgerät direkt an der Startbrennerdüse. Die Brennkammer ist als Verdampfer- brennkammer ausgeführt und besitzt 12 Verdampferrohre (Vaporiser). Diese werden beim Start mittels dreier am Umfang verteilter Startbrennerdüsen vorgeheizt. Die Drehzahl der Turbine- welle bei Volllast beträgt ca. 68000 1/min., der Luft- massenstrom 1,5 kg/s. Die Leistung der Turbine beträgt rund 200KW. |
| |
|
|
 |
|
Turbinenprüfstand mit Abgasrohr durch die Wand zum Schalldämpfer. |
| |
|
|
 |
|
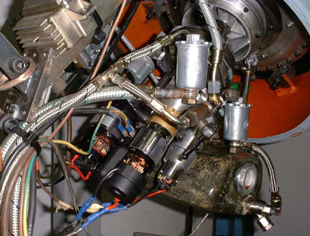
Dieses Foto zeigt den Verdichtereinlauf, den Öltank, den Startergenerator und die Öl- sowie Kraftstoffpumpe mit den Filtern. Die Motoren für Öl- und Kraftstoffpumpe sind hochwertige Getriebemotoren der Fa. Plettenberg. Beide laufen mit konstanter Drehzahl, die Regelung der Drücke erfolgt mittels einstellbarem Membrandruckregler. Die Schmierung ist als Trockensumpfschmierung mit separatem Öltank ausgeführt. Dieser Öltank besteht aus Kohlefaser. |
| |
|
|
 |
|
Auf diesem Foto sieht man die beiden Laufräder der Fa. KKK. Das Verdichterrad mit einem Aussendurchmesser von 150mm (links) besteht aus einer Aluminiumlegierung; das Turbinenrad mit einem Aussendurchmesser von 140mm (rechts) besteht aus der hochwarmfesten Legierung Inconel 713 C. Zum Größenvergleich liegt zwischen beiden Rädern ein 150mm Messschieber. |
| |
|
|
 |
|
Der Turbinenprüfstand auf diesem Foto sieht zwar unüber-sichtlich aus, er zeigt aber alle erforderlichen Parameter an.
Oben im Bild eines der wichtigsten Instrumente einer Gasturbine: die digitale Abgastemperaturanzeige. Darunter -nicht minder wichtig- der digitale Drehzahlmesser. Rechts daneben befindet sich der Turbinenregler, in diesem Fall ein PID-Industrieregler, welcher das elektromagnetische Proportionalventil für die Kraftstoffzufuhr regelt. Über dem Regler sieht man den Potentiometerknopf für die Vorwahl der Turbinendrehzahl. Das Rundinstrument in der Mitte ist ein Öldruckanzeiger aus dem KfZ-Bereich. Mit den einzelnen Schaltern unten im Bild schaltet man die Geräte für die Startsequenz ein und auch wieder aus. Der Start einer Gasturbine ist der heikelste Punkt während deren Betrieb. Es bedarf einiger Versuche, bis man die richtige Drehzahl und die Zuschaltzeitpunkte für Start und Hauptbrenner ermittelt hat.
|
| |
|
|
  |
|
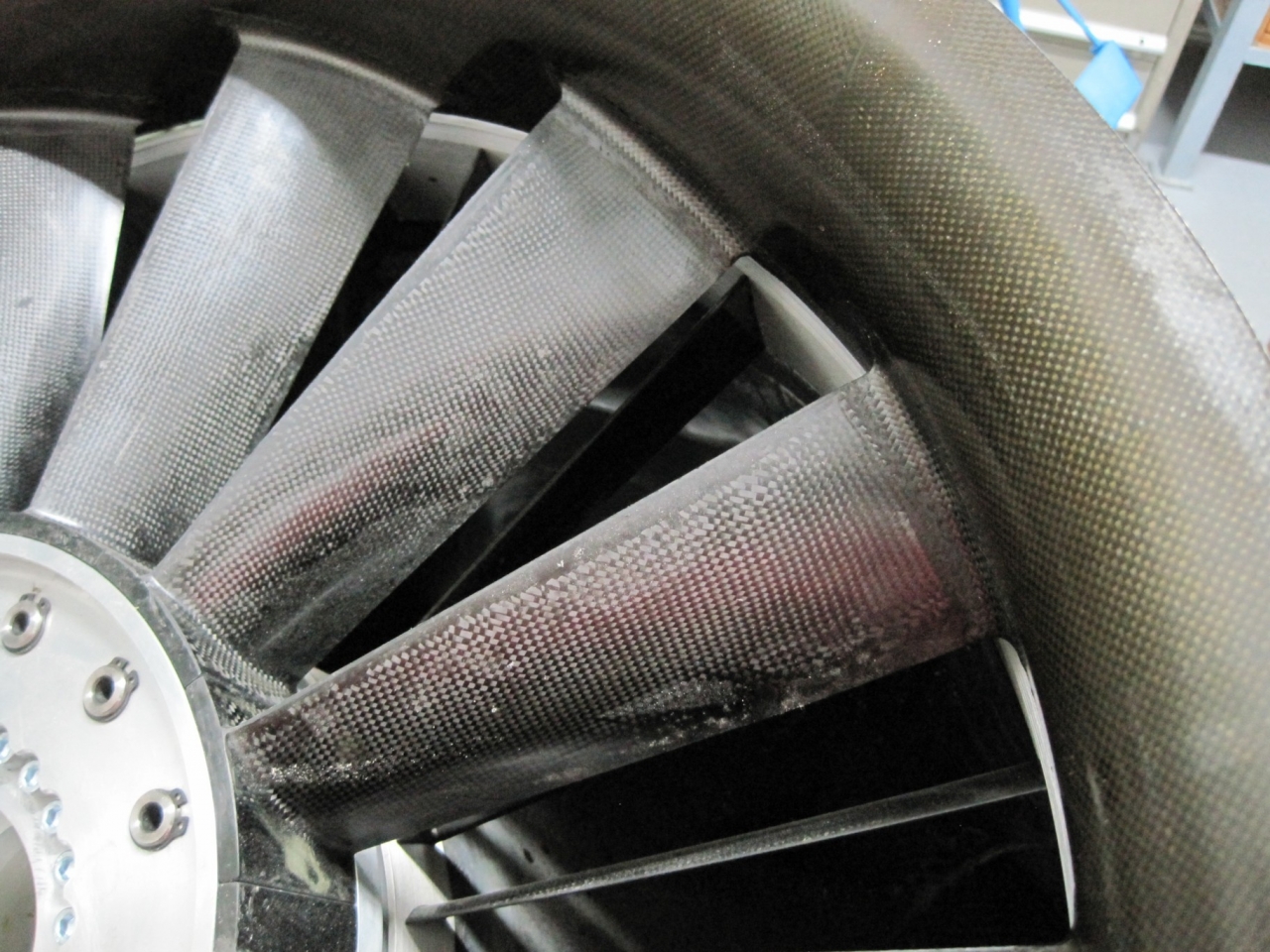
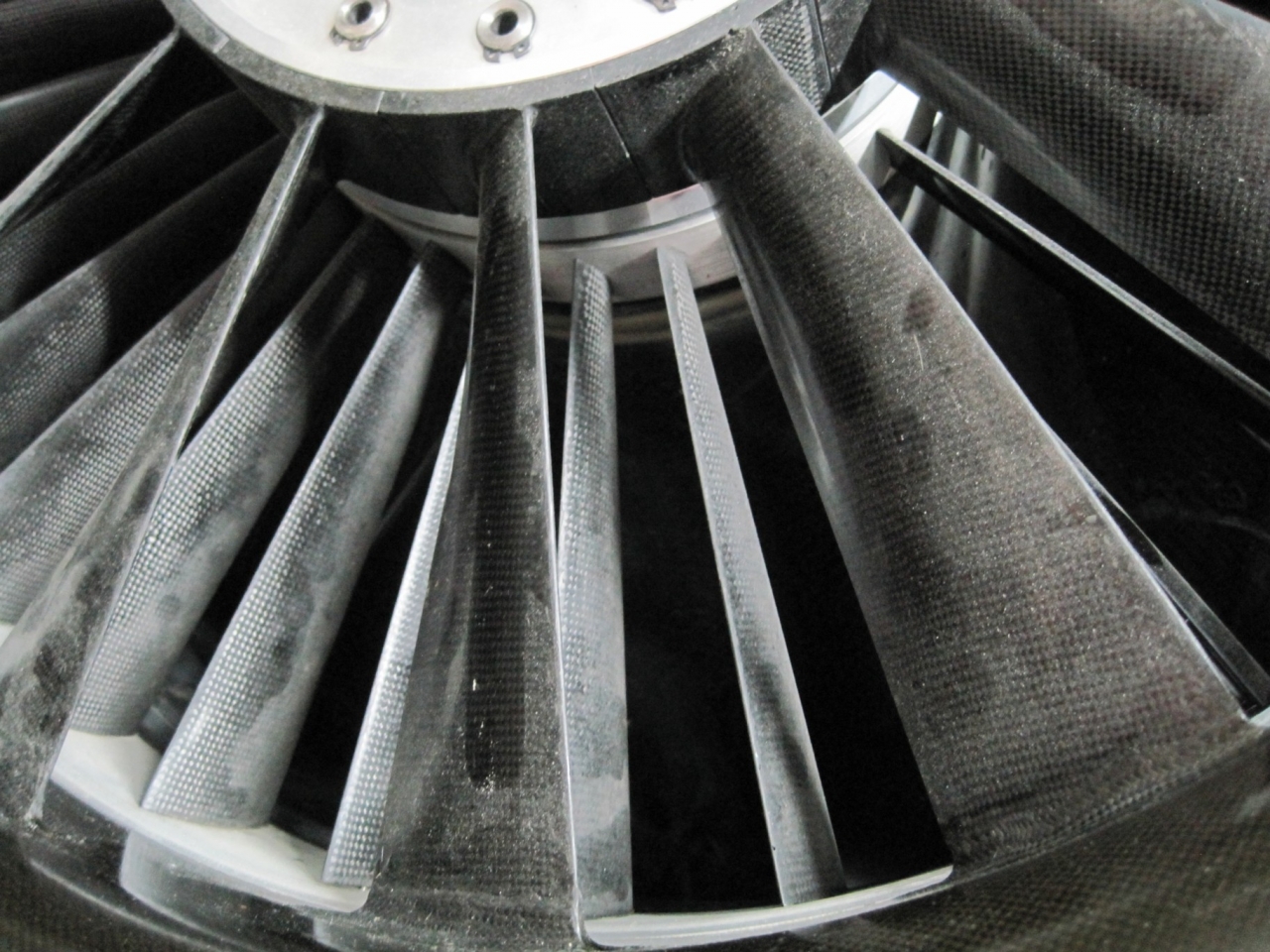
Im Bild zu sehen ist das Mitteldruckgebläse des Monocopter. Im Vordergrund sieht man die Laufbeschaufelung und die mitlaufende Zuströmlippe. Im Hintergrund ist die Leitbeschaufelung zu sehen. Die komplette Beschaufelung sowie die Zuströmlippe bestehen aus kohlenstofffaserverstärktem Epoxidharz. |
| |
|
|
  |
|
Verteilergehäuse für die teilbeaufschlagte Blattspitzenturbine zum Antrieb des Mitteldruckgebläses des Monocopters. Das Gehäuse wurde aus CFC (kohlefaserverstärkter Kohlenstoff) mit SiC – Beschichtung hergestellt. Dieses Material hält Temperaturen bis zu 2000°C stand. Es besitzt eine außerordentliche Thermoschockbeständigkeit und eine sehr geringe Dichte (ca. 1,6 g/cm³). Verwendet wurde es unter anderem auch für die Hitzeschutzkacheln an den US - Raumfähren (Space-Shuttle). Das komplette Verteilergehäuse wiegt lediglich 1122 Gramm, ein gleiches Gehäuse aus einer Hochtemperaturlegierung würde etwa 5,6 Kg wiegen. Aus diesem Werkstoff lassen sich auch andere hitzebeständige Bauteile, wie leichte Auspuffanlagen usw., herstellen. |
| |
|
|
 |
|
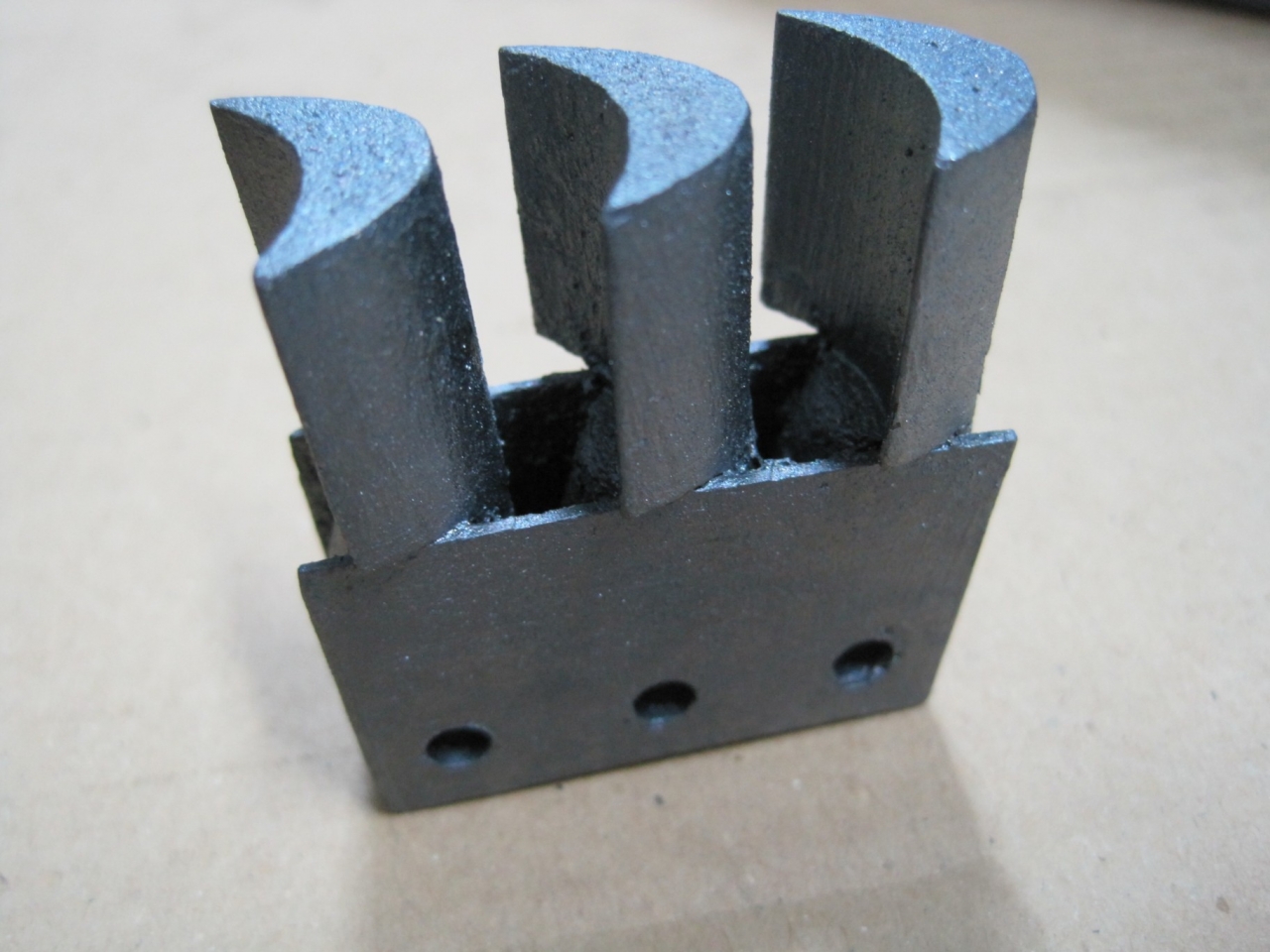
Schaufelpaket aus CFC mit SiC - Beschichtung. Dieses Schaufelpaket soll für die Blattspitzenturbine des Monocopter dienen. Es wurde an dieser Stelle aufgrund seiner geringen Dichte gewählt. Ein solches Schaufelpaket wiegt wie abgebildet lediglich 22 Gramm. 57 solcher Pakete bilden den geschlossenen Schaufelkranz, bei einem Gesamtgewicht von gerade einmal 1254 Gramm. Ein gleich ausgeführter Schaufelkranz aus Inconel dagegen würde 6,27 Kg wiegen. |
| |
|
|
   |
|
Das Bauteil wurde Volumen- und Konturoptimiert angefertigt, es hat somit ein max. Füllvermögen bei bestmöglicher Ausnutzung des vorhandenen Einbauraumes. Der besondere Vorteil von Verbundwerkstoffen liegt darin, das der Werkstoff erst bei der Verarbeitung hergestellt wird. Somit lassen sich komplizierte Formen relativ einfach herstellen. Der auf den Fotos zu sehende Tank wiegt 3220 Gramm bei einem Kraftstoffinhalt von etwa 25 Litern.
|